Test
und Kalibrierung
|
| |
|
Kalibrierung
gemäß NIST Standard
|
Wärmequelle
|
Flüssigstickstoff
|
Eispunkt
|
Flüssigkeitsbad
|
Flüssigkeitsbad
|
Ofen
|
Ofen
|
|
Temperatur °C
|
-196
|
0
|
5 bis
75
|
-25
bis 250
|
250
bis 500
|
500
bis 1100
|
|
Temperatur °F
|
-320,8
|
32
|
41 bis
167
|
-13
bis 482
|
482
bis 932
|
932
bis 2012
|
|
Min. Einsteck-
länge
X
|
12"
|
3"
|
3"
|
6"
|
12"
|
20"
|
|
|
Der Hersteller erstellt die
Vergleichstemperatur-Kalibrierungen unter Verwendung
von Flüssigkeitsbädern für Temperaturen von -25
bis zu +250 °C (-13 bis zu 482 °F) und für einen erweiterten
Temperaturbereich unter Verwendung von Wärmeöfen und
Einpunktaufbauten auf Grundlage der Internationalen
Temperaturskala von 1990.
Die Kalibrierungen können
auf die Normen des National Insitute of Standards
and Technology (NIST) zurückgeführt werden. Die Kalibrierdienstleistungen
sind entsprechend der Richtlinien ASTM E220, IEC 17025
und ANSI/NCSL Z540-1-1994. In der Seriennummer des
Thermometers wird auf das Kalibrierzertifkat referenziert.
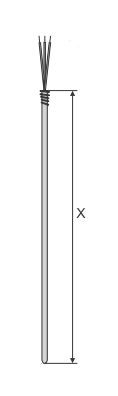
Dreipunktkalibrierungen werden
geliefert, wenn die spezifizierten Temperaturen innerhalb
des empfohlenen Bereichs liegen und die minimalen Längenanforderungen
den Spezifizierungen gerecht werden. Die minimale Länge
basiert auf der Gesamtlänge "X" von gefederten
Messeinsätzen.
Kalibrierungen für Temperaturen
von -25 bis zu +250 °C können über die Kalibrieroption
in der Sensorstruktur bestellt werden - Kalibrierungen
für den erweiterten Bereich müssen separat als Dienstleistung
bestellt werden.
|
|
|
Abnahmeprüfzeugnis 10204 - 3.1
Das
Abnahmeprüfzeugnis EN10204 - 3.1 für mediumsberührende
Teile wird ausgestellt von einer von der Fertigung unabhängigen
Abteilung und bestätigt von einem von der Fertigung
unabhängigen Sachverständigen des Herstellers ("Werkssachverständiger").
Die durchgeführten Materialprüfungen und die zusätzlich
vereinbarten Qualitätsprüfungen werden mit Angabe der
Prüfergebnisse bescheinigt und unter Aufsicht einer
dazu autorisierten, unabhängigen Stelle abgenommen.
|
|
NACE
Der
Standard NACE MR0175 ist im Wesentlichen eine Auflistung
von Werkstoffen, die für den Einsatz in schwefelwasserstoffhaltigen
Umgebungen (Sauergas) als geeignet erachtet werden.
Neue geeignete Werkstoffe werden nach Durchlaufen eines
umfangreichen Genehmigungsprozesses in diesen Standard
aufgenommen (jährliches Update).
|
|
PMI
(Positive Material Identifikation)
Die
zerstörungsfreie Materialidentifikation sowie Prüfung
von Schweißverbindungen kommt häufig bei Abnahmen zum
Einsatz.
|
|
Bewertung
nach der Druckgeräterichtlinie (DGRL)
Ist das
Multipoint-Thermometer mit einer Sicherheitskammer ausgestattet,
stellt die Kammer ein druckhaltendes Ausrüstungsteil
dar. Denn im Fehlerfall (z.B. Schutzrohrbruch) ist dieses
Gehäuse mit Prozessdruck beaufschlagt. Je nach Art des
Fluids, dem Volumen der Kammer und dem Prozessdruck
wird das entsprechende Konformitätsbewertungsmodul herangezogen
und umgesetzt.
|
|
Röntgenuntersuchung
(zerstörungsfreie Prüfung)
Dabei werden Fehler wie Einschlüsse,
Poren, Risse usw. im Basismaterial und/oder in der Schweißnaht
festgestellt. Darüber hinaus kann die exakte Positionierung
von geschweißten Teilen überprüft werden..
|
|
Farbeindringprüfung
Rot-Weiß-Verfahren
Geeignet zur Prüfung von Werkstoffoberflächen und Schweißnahtoberflächen.
So können z.B. Risse detektiert werden.
Es ist anwendbar
für:
- Edelstähle und austenitische Werkstoffe und
ihre Schweißverbindungen
- Metalllegierungen und
ihre Schweißverbindungen (Aluminium, Kupfer, Magnesium,
Nickel, Titan)
|
|
Hydrostatischer Drucktest
von
innen / von außen
Mit
der Außen- und Innendruckprüfung wird die Festigkeit
und Dichtheit von Schutzrohren und Prozessanschlüssen
überprüft.
|
|
Helium-Lecktest
Dichtheitsprüfung
für Schutzrohre, Schweißnähte, Verschraubungen. Je nach
Thermometerdesign und Thermometergröße kann es intern
oder extern mit Heliumgas beaufschlagt werden.
|
|
|
|
|
|